产品 案例 关于


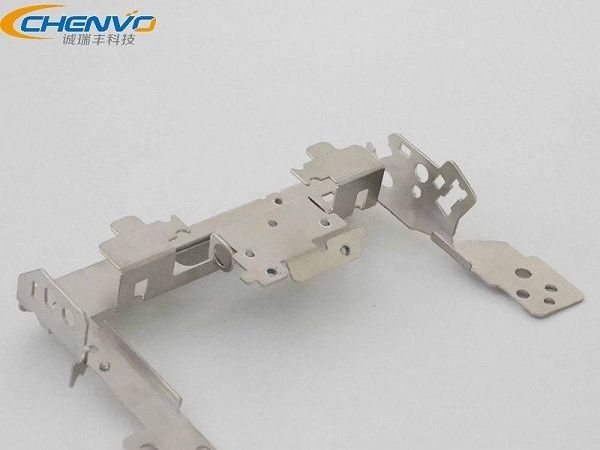
所示的结合板五金冲压件是诚瑞丰公司为自助存取款一体机的机芯模组而设计的一款美观、机械性能出色、结合性能强的精密部件。本文主要从多方面展示该部件的参数、工艺以及一些常见问题。深圳诚瑞丰公司多领域精密冲压件的设计、研发、生产、优化于一体的解决方案。

价格:按图纸报价
周期: 24小时



该部品具备以下特点:
(1)美观性,表面进行了环保镀镍处理,外表光泽亮丽;
(2)性能稳定,多处进行了开孔、攻牙等处理方便组装,弯曲处均采用单冲工艺制程,精度高;
(3)更新迭代方便。产品为批量定制生产,功能更新时,结构件批次更新的成本可以有效降低;
(4)品质保障,诚瑞丰产品以品质为根本,全员参检,精密冲压件产品合格率达 98%;
(5) 严谨性,部件经过4位设计师优化,各处的折弯角度以及异形孔的位置、大小都经过多次测试调整,保证其组装使用性能;
注:页面底部更多产品详细照片用以展示结合板五金冲压件的产品特点。
| 产品尺寸 | 135.7*93*18mm | 展开尺寸 |
178.7*96.3*1mm |
|---|---|---|---|
| 产品材料 |
SPCC(冷轧板) |
材料厚度 |
1.0mm |
|
产品重量 |
143.8g |
模具类型 |
单冲模&复合模,共9套 |
| 表面处理 |
环保镀镍 |
加工难度 | 复杂 |
| 尺寸误差 | ±0.1mm | 角度误差 | ±0.3° |

|
序号
|
工序 |
冲床吨位 |
工艺说明及注意事项 |
|
1 |
复合下料 |
60T |
将产品产品的外形和雏形孔一次性冲压出,同时可以保证产品的尺寸要求和保证产品毛刺高度要求; |
|
2 |
啤孔 |
60T |
次性将产品所有位置孔冲出; |
|
3 |
打批锋 |
60T |
去除部件冲裁周边毛刺,控制误差和表面质量; |
|
4 |
翻猪咀,凸米,沉孔 |
60T |
行程有3道工序,而且均为对位置进行二次加工,孔误差与模具精度密切相关; |
|
5 |
搭牙 |
4-M3 |
对4处特殊孔进行攻牙处理,注意孔位垂直度角度偏差,牙孔大小偏差≤0.1mm; |
|
6 |
L曲 |
60T |
第一次L曲冲压; |
|
7 |
L曲 |
60T |
第二次L曲冲压成型 ,通过模具进行部件的L曲,达成的角度要求会更高,加工效率更高; |
|
8 |
V曲 |
60T |
第一次V曲冲压,由于产品成型非常复杂,因此要对每次加工成型都单独分开,从而减小尺寸误差
; |
|
9 |
V曲 |
60T
|
第二次V曲折弯成型; |
|
10 |
V曲 |
60T |
最后一道冲压折弯工序; |
|
11 |
表面处理 |
辅助工艺 |
表面进行环保镀镍处理; |
|
12 |
品检 |
辅助工艺 |
全面检查产品的尺寸误差及表面处理后的外观要求是否及格; |
|
13 |
包装 |
辅助工艺 |
包装工程师设计专属包装方案,保证结合板冲压件在后续运作过程中的品质合格,避免损耗; |
1. 除了五金冲压加工,贵司还有哪些配套服务?
答:我司还有以下生产服务:
第一,冲压模具制作,模具精度要求在 ±0.01mm;
第二,钣金加工生产车间,提供多元化生产服务;
第三,组装,现有 4条组装生产线,目前在做的产品项目有立讯的5G天线、广电运通的一体化机柜、比亚迪的电池外壳等;
随着市场需求越来越多,我司不断丰富自身的技术基础,以满足客户多样性的产品需求。
深圳市诚瑞丰公司 多年来积极国外先进生产设备和培养高端技术人才,夯实基础,旨在为在推动中国精密智造升级行程中贡献出更多的力量和科研技术支持!
2. 除了结合板板五金冲压件,还可以定制其它部件的复杂五金冲压件 ?
答:辉达娱乐-辉达注册-官方指定注册登录平台 - pghd承接定制类的产品部位的精密五金冲压件,比如外壳五金冲压件、上盖板五金冲压件、侧板五金冲压件等,同时满足客户 “高、精、尖”的产品需求。
不仅如此,公司还设立专门的研发团队为客户提供产品结构件的优化方案,如产品组装、空间利用、性能提升、软硬件契合等等。